010-88462659
北京维克世纪模型技术发展有限公司是国内展示模型行业知名和具技术实力的专业模型公司之一,公司由机械工程师、自动化工程师、工艺美术师、资深模型技师等为技术骨干,一批具有高度敬业精神的机械模型技师组成的Team。
北京维克世纪模型技术发展有限公司是国内展示模型行业内知名和具技术实力的专业模型公司之一,公司由机械工程师、自动化工程师、工艺美术师、资深模型技师等为技术骨干,一批具有高度敬业精神的机械模型技师组成的Team2。
北京维克世纪模型技术发展有限公司是国内展示模型行业内知名和具技术实力的专业模型公司之一,公司由机械工程师、自动化工程师、工艺美术师、资深模型技师等为技术骨干,一批具有高度敬业精神的机械模型技师组成的Team3。
北京维克世纪模型技术发展有限公司是国内展示模型行业内知名和具技术实力的专业模型公司之一,公司由机械工程师、自动化工程师、工艺美术师、资深模型技师等为技术骨干,一批具有高度敬业精神的机械模型技师组成的Team4。
北京维克世纪模型技术发展有限公司是国内展示模型行业内知名和具技术实力的专业模型公司之一,公司由机械工程师、自动化工程师、工艺美术师、资深模型技师等为技术骨干,一批具有高度敬业精神的机械模型技师组成的Team5。
维克世纪模型公司:是国内发展快、具技术实力的专业模型公司之一
北京维克世纪模型技术发展有限公司是国内展示模型行业内知名和具技术实力的专业模型公司之一,公司由机械工程师、自动化工程师、工艺美术师、资深模型技师等为技术骨干,一批具有高度敬业精神的机械模型技师组成的Team。
2001年
10000例
国内发展快、具有技术实力的专业模型公司之一
2022.9.7日讯:9月7日中原油田展厅顺利完成验收2020年11月22日讯:我公司负责承制河北京能集团秦皇岛电厂展厅项目顺利验收2022年1月25日讯:维克人为中国北京冬奥会举办做贡献
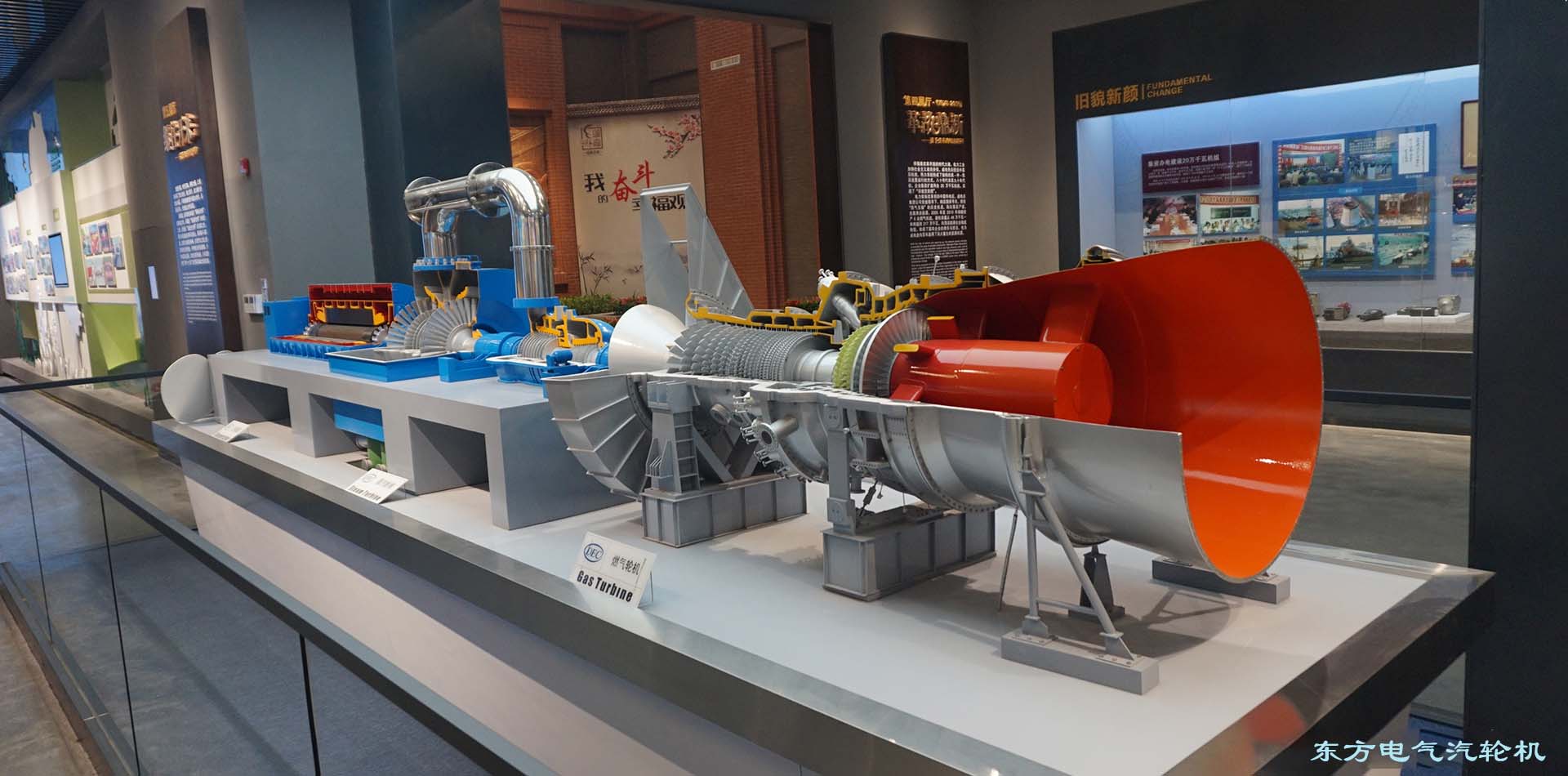
北京杰利阳压缩机(金属)连云港石化步入式景观德国西门子汽轮机
工业模型现状与发展何种材料和流程可以制作出完美的工业模型3D打印技术的发展和在模型中应用—北京维克模型
五百余家国家重点行业客户
 工业模型
工业模型 博物馆与展厅
博物馆与展厅 建筑模型数字沙盘
建筑模型数字沙盘 展馆设计与施工
展馆设计与施工


















 维克动态
维克动态 视频演示
视频演示 模型知识
模型知识